
Turun Kovakromi Oy – kovakromaus pitää pintansa
25.05.2023 | Yrityselämässä tapahtuu, Teollisuus
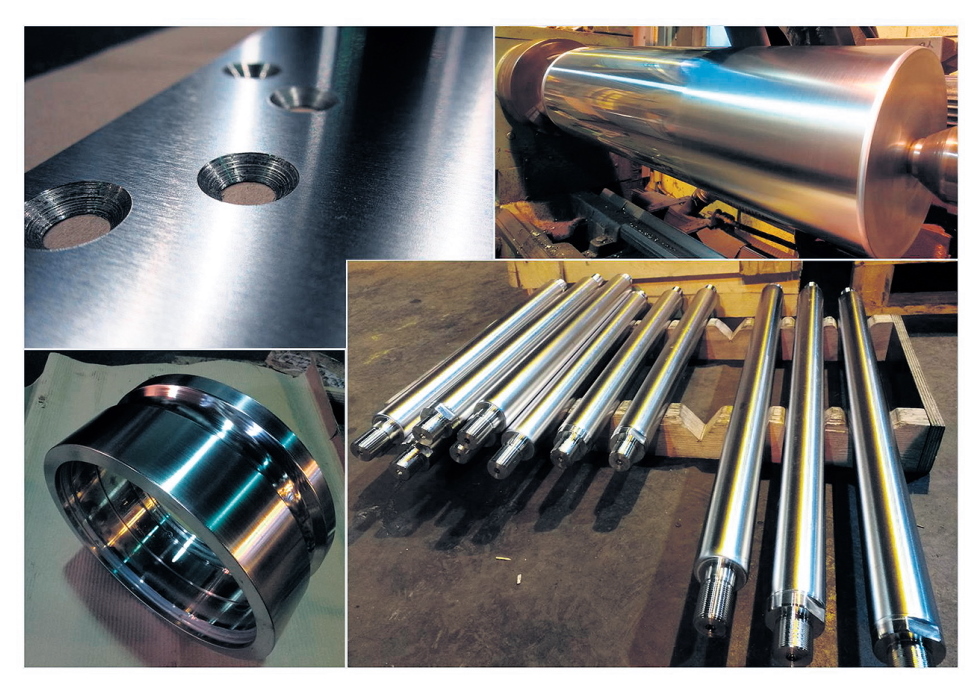
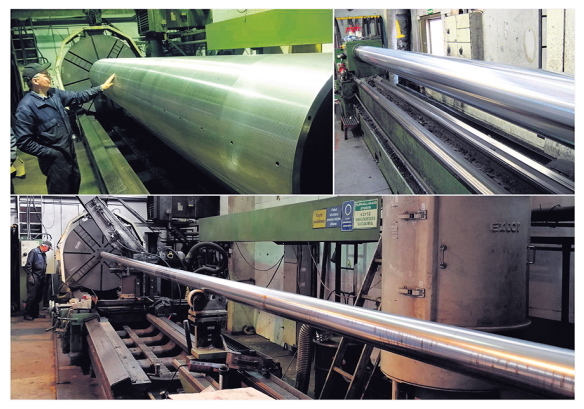
Turun Kovakromi Oy tekee kovakromausta, kemiallista nikkelöintiä sekä pyörö- ja tasohiontaa. Pyöröhionnassa maksimimitat ovat halkaisijalle 400 mm ja pituudelle 11500 mm tai halkaisijalle 1000 mm ja pituudelle 6000 mm. Tasohionnassa maksimimitat ovat leveydelle 1800 mm ja pituudelle 4300 mm tai leveydelle 3000 mm ja pituudelle 5000 mm.
Yrityksellä on aputoiminimi Mill & Marine Service, joka toimii teollisuudessa ja merenkulkualalla.
– Pystymme käsittelemään jopa 12 metriä pitkiä ja halkaisijaltaan metrin olevia kappaleita, kertoo toimitusjohtaja Pasi Kerola.
– Olemme ainoa kovakromausyritys maailmassa, joka voi tehdä kovakromausta mattapintaisena. Pystymme tarjoamaan kaikille pinnoitusta tarvitseville teollisuuden aloille kemiallisen nikkelöinnin ja kovakromauksen palvelut. Korjauksissa tarjoamme sylinterin kunnostuksen jopa kahdessa työpäivässä. Se on harvinaista, koska kaikilla sylinteripajoilla ei ole omaa kromaamoa. Meiltä saa täydellisen kokonaispalvelun, jos sylinteri pitää käydä irrottamassa, korjata se ja toimittaa takaisin. Huoltoautoissamme on kaikki työvälineet sorvia lukuun ottamatta.
Turun Kovakromi toimii Porissa
Turun Kovakromi Oy:n toimipiste on Porissa. Yritys on perustettu 1988. Se toimi Turun Tikkumäessä vuoteen 2011. Tuolloin Turun kaupunki ajoi Tikkumäen teollisuusalueen alas ja rakensi sinne asuntoja. Yritys siirtyi Poriin Kuparitie 5:een. Nykyiset tilat ovat yritykselle sopivat, tiloissa on ollut alan toimintaa jo vuosikymmeniä.
– Jää hyvin ihmisten mieleen, kun Turun Kovakromi toimii Porissa, naurahtaa Pasi Kerola.
– Täytyy olla sellaiset toimitilat, joka täyttävät lupaehdot. Kovakromaus vaatii tiukat ympäristöluvat ja EU:n REACH-asetuksen noudattamisen. Tätä ei voi tehdä enää missään autotallissa. Meillä on jatkolupa kromi VI -yhdisteiden käyttöön vuoteen 2024.
Pikapalvelu auttaa yllättävissä tilanteissa
Ripeästä toiminnastaan Turun Kovakromi Oy on saanut hyvää palautetta. Monella asiakkaalla, kuten koneurakoitsijoilla ja autoilijoilla, on tarve nopealle palvelulle, kun koneen sylinteri rikkoutuu, eikä varakonetta tai -sylinteriä ole.
– Korjauksen tarve on heille todella kiireellinen. Pikapalvelulla pyrimme vastaamaan juuri tällaisiin tilanteisiin. Kun kone seisoo, se ei tuota omistajalleen mitään. Meidän ansiostamme koneen seisonta-aika jää lyhyeksi, huomauttaa Pasi Kerola.
– Turun Kovakromi Oy:n ratkaisu on myös kokonaistaloudellisesti järkevä. Kun me korjaamme männänvarren, niin korjauksen kustannus on sylinteristä riippuen kolmasosasta puoleen uuden hintaan verrattuna. Lisäksi kustannuksia laskettaessa on syytä huomioida, että nopea palvelu pienentää asiakkaan ansionmenetystä, kun kone seisoo. Sitten tulee vielä mahdollisesti työntekijälle koneen seisomisen aikana maksettava palkka, jos hänelle ei ole osoittaa muuta työtä. Ja jos aikataulu on tiukka, niin menetetty aika joudutaan kirimään ylitöinä tai viikonloppuna. Kuluja kertyy yllättävän paljon, kun niitä rupeaa keräämään kokonaisuutena.
Kun sylinterin huollossa tehdään kaikki saman katon alla, on korjausprosessinvalvonta ja aikataulutus helpompaa. Suurin ajan ja rahan säästö saadaan, kun kappaleita ei tarvitse kuljetella eri paikkoihin.
– Sylinterin huoltoprosessissa on monta eri vaihetta: avaus, osien puhdistus ja tarkastus, männän varren kiillotus ja uudelleenkromauksen tarpeen määrittely, tiivisteiden vaihto, osien uudelleenkasaus ja tiiviystestaus. Myös varren korjaus on monivaiheinen: vanhan pinnoitteen poistaminen, pohjan kunnostus ja hionta, pinnoitusalueen kemiallinen puhdistus, kovakromaus, kiillotushionta ja lopputarkastus, Kerola kertoo.
Laadunvarmistus toimii
Asiakkaita Turun Kovakromi Oy:llä on ympäri maata. Kiireellisessä tapauksessa asiakas usein lähtee itse tuomaan rikkoutunutta osaa korjattavaksi.
– Huomioimme kauempaa korjattavaksi tuoduissa sylintereissä asiakkaan matka-ajan ilmoittamalla noutoajankohdan hyvissä ajoin etukäteen. Jos esimerkiksi asiakkaan matka meille kestää viisi tuntia, me ilmoitamme viimeistään viittä tuntia aikaisemmin, kun on sylinteri noudettavissa. Asiakas saa korjatun osaan ikään kuin kuumana uunista, Pasi Kerola sanoo.
Turun Kovakromi Oy tekee korjaamilleen sylintereille sisäisen ja ulkoisen vuototestauksen sekä muut painetestaukset alkuperäisen valmistajan suositusten mukaisesti.
– Kun meitä lähtee korjattu sylinteri, tiedämme että se ei vuoda sisäisesti eikä ulkoisesti. Lopputulos on männänvarren osalta uutta vastaava, ellei parempikin. Tekemämme kovakromipinta on paksumpi kuin uudessa, jossa kromaus on yleensä 20 mikrometriä. Korjauksen jälkeen pinnan paksuus on yleensä 50–60 µm, eli jopa kolme kertaa paksumpi kuin uudessa.
Kapasiteetti riittää
Kovakromauksen lisäksi on olemassa myös muita pinnoitusvaihtoehtoja. Pasi Kerolan mukaan täydellistä korvaajaa kovakromaukselle ei kuitenkaan ole vielä löydetty.
– Kovakromaus tarjoaa kolme etua yhdellä pinnoituksella. Ensinnäkin saadaan kolminkertainen, jopa nelinkertainen, kovuus perusaineeseen verrattuna. Toiseksi saadaan liukkaus, joka helpottaa kunnossapitoa ja puhdistusta. Kolmantena vahvuutena on hyvä korroosionkesto. Muissa menetelmissä jää yleensä ainakin yksi noista kolmesta puuttumaan.
– Kehitämme jatkuvasti palveluitamme vastaamaan asiakkaiden tarpeita. Täytyy olla jatkuvasti kuulolla siitä, mitä maailmalla tapahtuu. Suunnitelmissamme on laajentua Pohjoismaisille markkinoille. Periaatteessa kapasiteettimme täällä Porissa riittäisi kaiken pohjoismaisen kovakromauksen tekemiseen, mainitsee toimitusjohtaja Pasi Kerola.
![]()
Haluatko oman yrityksen esille tähän?
Katso myös tämä

Turun Satama hakee kasvua Saksasta ja vihreästä merenkulusta
Turun satama kasvaa. Saksan rahtilinja vetää, investoinnit etenevät ja vihreä siirtymä vahvistaa asemaa Euroopan logistisena porttina.
Yrityselämässä tapahtuu

Turun kaupungintalon peruskorjaus etenee – laajat kaivaukset osa mittavaa hanketta
Kaupungintalon korttelin painuvat rakennukset paalutetaan ja niiden perustukset vahvistetaan. Samalla uudistetaan koko korttelin piha-alueet.
Yrityselämässä tapahtuu, Rakentaminen